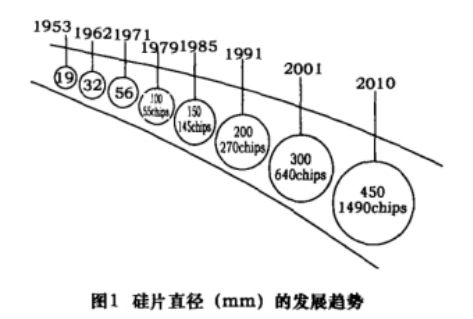
單晶硅片的制造技術(shù)集成電路(IC)是現(xiàn)代信息產(chǎn)業(yè)的基礎(chǔ)。IC所用的材料主要是硅、諸和碑化嫁等,全球90%以上IC都采用硅片。制造IC的硅片,不僅要求具有極高的平面度和極小的表面粗糙度,而且要求表面無(wú)變質(zhì)層、無(wú)劃傷。目前硅單晶制備技術(shù)可使晶體徑向參數(shù)均勻,體內(nèi)微缺陷減少,0.1~0.3um大小的缺陷平均可以少于0.05個(gè)/cm2;對(duì)電路加工過(guò)程中誘生的缺陷理論模型也有了較為完整的認(rèn)識(shí),由此發(fā)展了一整套完美晶體的加工工藝。此外,隨著半導(dǎo)體工業(yè)的飛速發(fā)展,為滿(mǎn)足現(xiàn)代微處理器和其它邏輯芯片要求,一方面,為了增大芯片產(chǎn)量,降低單元制造成本,要求硅片的直徑不斷增大;另一方面,為了提高IC的集成度,要求硅片的刻線寬度越來(lái)越細(xì)。IC制造技術(shù)已經(jīng)跨入0.13和300mm時(shí)代,這對(duì)單晶硅片的制造技術(shù)提出了新的要求。 1硅片直徑及集成電路的發(fā)展趨勢(shì) 按照美國(guó)半導(dǎo)體工業(yè)協(xié)會(huì)(SIA)提出的微電子技術(shù)發(fā)展構(gòu)圖,到2008年,將開(kāi)始使用直徑450mm的
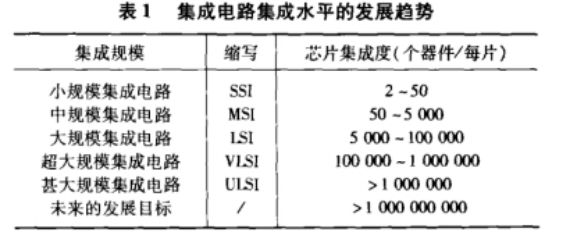
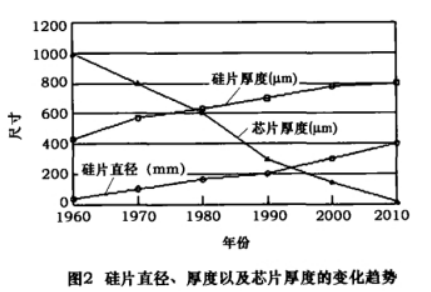
硅片(硅片直徑的發(fā)展趨勢(shì)如圖1所示),實(shí)現(xiàn)特征線寬0.07pm,硅片表面總厚度變化(TTV)要求小于0.2um,硅片表面局部平整度(SFQD)要求為設(shè)計(jì)線寬的2/3,硅片表面粗糙度要求達(dá)到納采和亞納米級(jí),芯片集成度達(dá)到9000萬(wàn)個(gè)晶體管/cm2等。目前,一個(gè)芯片上可集成幾億個(gè)元件,集成電路集成水平的發(fā)展趨勢(shì)如表1。 隨著硅片直徑增大,為了保證硅片具有足夠的強(qiáng)度,原始硅片(primarywafer)的厚度也相應(yīng)增加,目前200mm直徑硅片的平均厚度700p300mm直徑硅片平均厚度已增加到775pm。與此相反,為滿(mǎn)足IC芯片封裝的需要、提高IC尤其是功率IC的可靠性、降低熱阻、提高芯片的散熱能力和成品率,就要求芯片厚度薄型化,芯片的平均厚度每?jī)赡隃p小一半。目前芯片厚度已減小到100-200pm,智能卡、MEMS、生物醫(yī)學(xué)傳感器等IC芯片厚度已減到100pm以下。高密度電子結(jié)構(gòu)的三維集成和立體封裝芯片更是需要厚度小于50um超薄的硅片。硅片直徑、厚度以及芯片厚度的變化趨勢(shì)如圖2所示。硅片直徑和厚度的增大以及芯片厚度的減小給半導(dǎo)體加工帶來(lái)許多突出的技術(shù)問(wèn)題:硅片直徑增大后,加工中翹曲變形,加工精度不易保證:原始硅片厚度增大以及芯片厚度的減薄,使硅片背面減薄加工的材料去除量增大,提高加工效率成為一個(gè)麗待解決的問(wèn)題;此外,隨著直徑的加大和減薄后厚度的減小,脆性的硅片在裝夾和加工中很容易發(fā)生碎裂,加工的難度加大。因此,直徑≥300mm硅片的加工工藝和設(shè)備不再是對(duì)200mm以下硅片加工工藝和設(shè)備的簡(jiǎn)單放大,而是發(fā)生了質(zhì)的變化,現(xiàn)有的小尺寸硅片加工工藝和設(shè)備已不再適用,面臨嚴(yán)峻的挑戰(zhàn)。
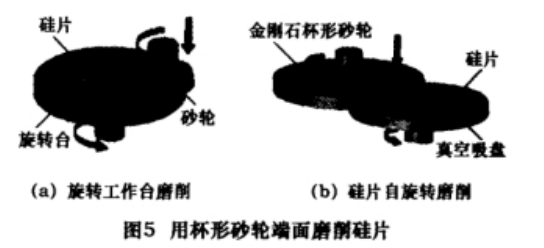
2 單晶硅片的加工工藝 集成電路制造過(guò)程共分4個(gè)階段:?jiǎn)尉Ч杵圃臁鞍胫瞥獭杵瑴y(cè)試→后半制程。整個(gè)過(guò)程中要應(yīng)用到微細(xì)加工和超精密加工等先進(jìn)制造工藝和設(shè)備,而其中硅片的超精密加工(包括超精密磨削、研磨和拋光)工藝和設(shè)備在IC制造過(guò)程中具有重要作用,是IC制造的關(guān)鍵技術(shù)。 在單晶硅片制備階段,需要將硅單晶棒加工成具有高面型精度和表面質(zhì)量的原始硅片或光片(barewa-fer),為IC前半制程中的光刻等工序準(zhǔn)備平坦化超光滑無(wú)損傷的襯底表面。對(duì)直徑≤200mm的硅片,傳統(tǒng)的硅片加工工藝流程為:?jiǎn)尉L(zhǎng)→切斷→外徑滾磨→平邊或V型槽處理→切片→倒角→研磨→腐蝕→拋光→清洗→包裝。 多晶硅長(zhǎng)晶法即長(zhǎng)成單晶硅棒法有兩種:直拉法(CZ)和浮融法(FZ)。其中CZ法占了約85%。CZ法所以比FZ法更普遍被半導(dǎo)體工業(yè)采用,主要在于它的高氧含量提供了晶片強(qiáng)化的優(yōu)點(diǎn),另一方面是CZ法比FZ法更容易生產(chǎn)出大尺寸的單晶硅棒。 切斷:目的是切除單晶硅棒的頭部、尾部及超出客戶(hù)規(guī)格的部分,將單晶硅棒分段成切片設(shè)備可以處理的長(zhǎng)度,切取試片測(cè)量單晶硅棒的電阻率、含氧量。外徑磨削:由于單晶硅棒的外徑表面并不平整且直徑也比最終拋光晶片所規(guī)定的直徑規(guī)格大,通過(guò)外徑滾磨可以獲得較為精確的直徑。 平邊或V型槽處理:指定向基準(zhǔn)平面加工,用單晶硅捧上的特定結(jié)晶方向平邊或V型槽。 切片:指將單晶硅棒切成具有精確幾何尺寸的薄品片。 倒角:指將切割成的晶片銳利邊修整成圓弧形,防止晶片邊緣破裂及品格缺陷產(chǎn)生 研磨:指通過(guò)研磨除去切片和輪磨所造成的鋸痕及表面損傷層,有效改首單品硅片的翹曲度,平坦度與平行度,達(dá)到一個(gè)拋光過(guò)程可以處理的規(guī)格。 硅片研磨加工質(zhì)量直接影響到其拋光加工質(zhì)量及拋光工序的整體效率,甚至影響到IC的性能。硅片研磨加工模型如圖3所示,單晶硅屬于硬脆料料,對(duì)其進(jìn)行研磨,磨料具有滾軋作用和微切削作用,材料的破壞以微小破碎為主,要求研磨加工后的理想表面形態(tài)是由無(wú)數(shù)微小破碎痕跡構(gòu)成的均勻無(wú)光澤表面。硅片研磨時(shí),重要的是控制裂紋的大小和均勻程度。 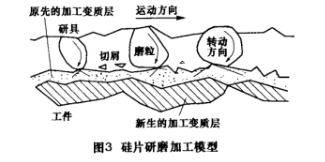 目前采用濕式機(jī)械化學(xué)拋光法進(jìn)行硅片的最終拋光加工,即通過(guò)硅表面氧化膜同軟質(zhì)拋光粉所進(jìn)行的固相反應(yīng)進(jìn)行拋光加工。硅片的機(jī)械化學(xué)拋光原理如圖4所示,它采用粒徑為0.01 粉在弱堿性溶液中均勻混合的膠狀液作研磨劑,在高速高壓拋光條件下,拋光布與硅片之間形成封閉的拋光劑層。同時(shí),在硅片表面形成軟質(zhì)水合膜,拋光盤(pán)通過(guò)不斷去除水合膜進(jìn)行硅片的拋光。但是,一旦拋光過(guò)程水合膜發(fā)生破裂,在硅片表面會(huì)產(chǎn)生加工缺陷。不過(guò),這種缺陷可以通過(guò)清洗和用去除自然氧化膜的水溶液浸蝕等措施加以消除。 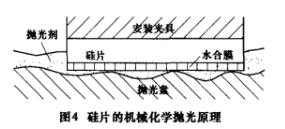 清洗:在單晶硅片加工過(guò)程中很多步驟需要用到清洗,這里的清洗主要是拋光后的最終清洗。清洗的目的在于清除晶片表面所有的污染源。 3 大直徑硅片的制造技術(shù) 當(dāng)硅片直徑加大(≥300mm)后,傳統(tǒng)加工工藝在面型精度和生產(chǎn)效率等方面的缺點(diǎn)將更加突出。一方面,加工大直徑硅片時(shí),研磨和拋光盤(pán)尺寸需要相應(yīng)加大,而大尺寸的研磨盤(pán)很難達(dá)到很高的面型精度;另一方面,硅片厚度增大使材料去除量增加,而每盤(pán)加工大直徑硅片的數(shù)量有限,因而使硅片的產(chǎn)量減少。由于硅片傳統(tǒng)加工工藝存在上述缺點(diǎn),人們開(kāi)始研究新原理的加工技術(shù),以改進(jìn)工藝,適應(yīng)大直徑硅片的辦工。主要的改進(jìn)表現(xiàn)在:用多線鋸代替內(nèi)圓金剛石鋸片切割;基于固結(jié)磨料加工原理的超精密磨削代替研磨和 ·腐蝕;單片CMP代替多片CMP等。硅片的超精密磨削與研磨相比具有加工效率高,成本低,可獲得高面型精度和表面質(zhì)量,易實(shí)現(xiàn)加工過(guò)程在線檢測(cè)、控制以及加工過(guò)程自動(dòng)化等優(yōu)點(diǎn)。目前廣泛采用杯形金剛石砂輪端面磨削,其中最具代表性的硅片超精密磨削技術(shù)是旋轉(zhuǎn)工作臺(tái)磨削(圖5a)和硅片自旋轉(zhuǎn)磨削(圖5b)。硅片自旋轉(zhuǎn)磨削法采用略大于硅片的工件轉(zhuǎn)臺(tái),硅片通過(guò)真空吸盤(pán)保持在工件轉(zhuǎn)臺(tái)的中心,杯形金剛石砂輪工作面的內(nèi)外圓周中線調(diào)整到硅片的中心位置,硅片和砂輪繞各自的軸線回轉(zhuǎn),進(jìn)行切入磨削。磨削深度(與砂輪軸向進(jìn)給速度f(wàn)和硅片轉(zhuǎn)速n,關(guān)系為 tW=f/nW (1) 硅片自旋轉(zhuǎn)磨削法的優(yōu)點(diǎn):
(1)可實(shí)現(xiàn)延性域磨削。在加工脆性材料時(shí),當(dāng)磨削深度小于某一臨界值時(shí),可以實(shí)現(xiàn)延性域磨削。對(duì)于自旋轉(zhuǎn)磨削,由公式(1)可知,對(duì)給定的軸向進(jìn)給速度,如果工作臺(tái)的轉(zhuǎn)速足夠高,就可以實(shí)現(xiàn)極微小磨削深度。 (2)可實(shí)現(xiàn)高效磨削。由公式(1)可知,通過(guò)同時(shí)提高硅片轉(zhuǎn)速和砂輪軸向進(jìn)給速度,可以在保持與普通磨削同樣的磨削深度情況下,達(dá)到較高的材料去除率,適用于大余量磨削。 (3)砂輪與硅片的接觸長(zhǎng)度、接觸面積、切人角不變,磨削力恒定,加工狀態(tài)穩(wěn)定,可以避免硅片出現(xiàn)中凸和塌邊現(xiàn)象。 (4)磨床只有沿磨削主軸方向的進(jìn)給運(yùn)動(dòng),有利于提高機(jī)床的剛度。 (5)通過(guò)調(diào)整砂輪軸線和工件軸線之間的夾角,可以補(bǔ)償由于機(jī)床變形引起的砂輪軸線和工作臺(tái)軸線不平行。 (6)砂輪轉(zhuǎn)速遠(yuǎn)高于硅片轉(zhuǎn)速,因此砂輪的磨損對(duì)硅片平整度的影響小。 (7)自旋轉(zhuǎn)磨削每次加工一個(gè)硅片,磨削進(jìn)給不受硅片與硅片間加工余量不均勻的限制。 由于上述優(yōu)點(diǎn),目前,基于硅片自旋轉(zhuǎn)磨削原理的超精密磨削技術(shù)成為硅片特別是直徑200mm以上的大尺寸硅片制造和背面減薄普遍采用的加工技術(shù)。 下一篇石英晶體
|